最近两个月口罩机调试日渐升温,本人在珠三角从事工业自动化方面工作,并且作为行业相关人员,目前已经经手过几十台设备的调试和安装运维以及维修,现在总结记录一部分调试手记,方便大家查阅。这篇主要是从一拖二平面口罩机-本体机打片机调试和问题处理方法。总结来源自现场设备,请勿转载牟利,谢谢。
由于工作繁忙时间有限,都是工作之余才能更新,如有疏忽,欢迎指正,并且有口罩机问题处理,都可以交流咨询,谢谢。

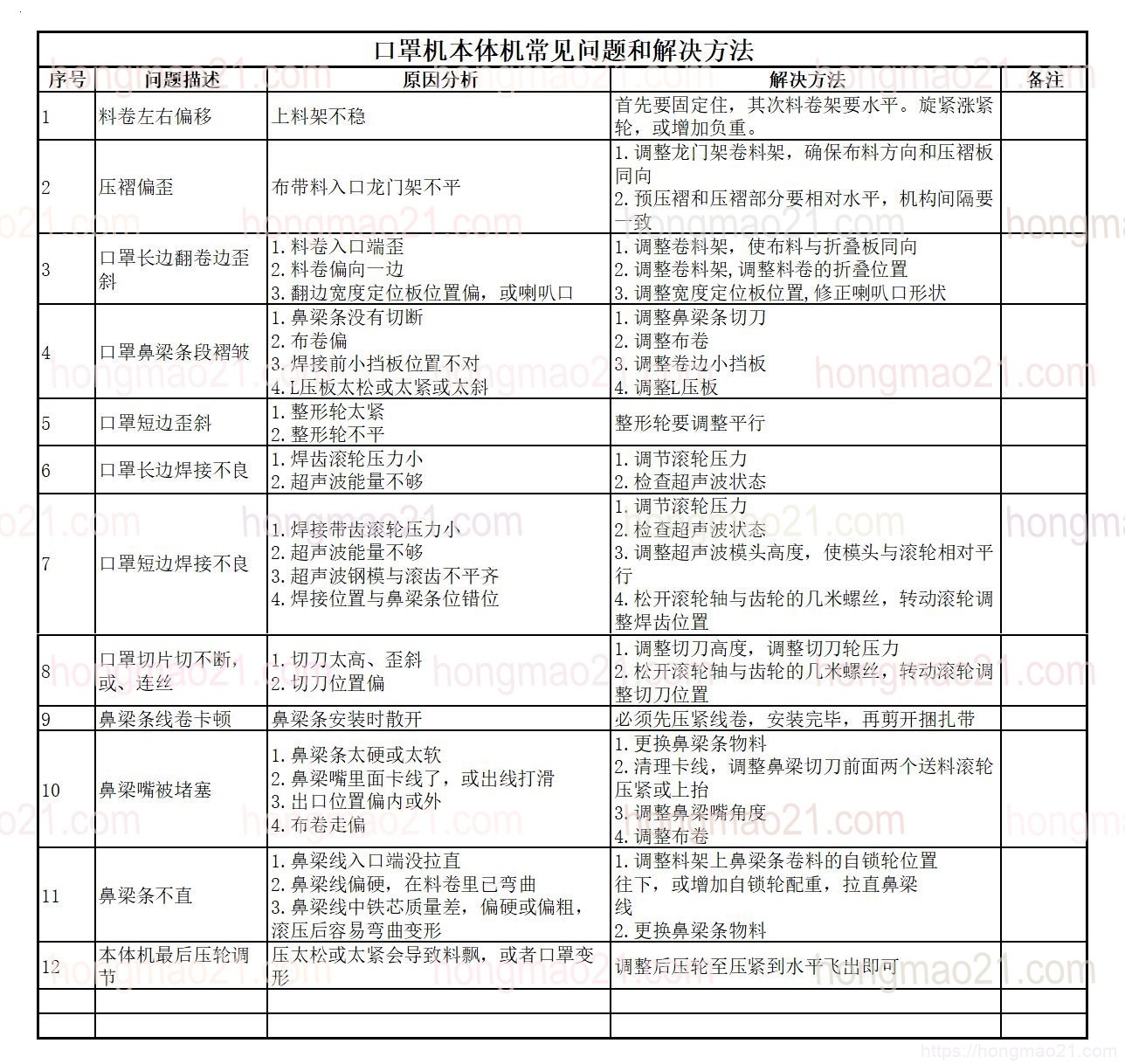
| 口罩机本体机常见问题和解决方法 | ||||
| 序号 | 问题描述 | 原因分析 | 解决方法 | 备注 |
| 1 | 料卷左右偏移 | 上料架不稳 | 首先要固定住,其次料卷架要水平。旋紧涨紧轮,或增加负重。 | |
| 2 | 压褶偏歪 | 布带料入口龙门架不平 |
1.调整龙门架卷料架,确保布料方向和压褶板同向 2.预压褶和压褶部分要相对水平,机构间隔要一致 |
|
| 3 | 口罩长边翻卷边歪斜 |
1.料卷入口端歪 2.料卷偏向一边 3.翻边宽度定位板位置偏,或喇叭口 |
1.调整卷料架,使布料与折叠板同向 2.调整卷料架,调整料卷的折叠位置 3.调整宽度定位板位置,修正喇叭口形状 |
|
| 4 | 口罩鼻梁条段褶皱 |
1.鼻梁条没有切断 2.布卷偏 3.焊接前小挡板位置不对 4.L压板太松或太紧或太斜 |
1.调整鼻梁条切刀 2.调整布卷 3.调整卷边小挡板 4.调整L压板 |
|
| 5 | 口罩短边歪斜 |
1.整形轮太紧 2.整形轮不平 |
整形轮要调整平行 | |
| 6 | 口罩长边焊接不良 |
1.焊齿滚轮压力小 2.超声波能量不够 |
1.调节滚轮压力 2.检查超声波状态 |
|
| 7 | 口罩短边焊接不良 |
1.焊接带齿滚轮压力小 2.超声波能量不够 3.超声波钢模与滚齿不平齐 4.焊接位置与鼻梁条位错位 |
1.调节滚轮压力 2.检查超声波焊接状态 3.调整超声波模头高度,使模头与滚轮相对平行 4.松开滚轮轴与齿轮的几米螺丝,转动滚轮调整焊齿位置 |
|
| 8 | 口罩切片切不断,或、连丝 |
1.切刀太高、歪斜 2.切刀位置偏 |
1.调整切刀高度,调整切刀轮压力 2.松开滚轮轴与齿轮的几米螺丝,转动滚轮调整切刀位置 |
|
| 9 | 鼻梁条线卷卡顿 | 鼻梁条安装时散开 | 必须先压紧线卷,安装完毕,再剪开捆扎带 | |
| 10 | 鼻梁嘴被堵塞 |
1.鼻梁条太硬或太软 2.鼻梁嘴里面卡线了,或出线打滑 3.出口位置偏内或外 4.布卷走偏 |
1.更换鼻梁条物料 2.清理卡线,调整鼻梁切刀前面两个送料滚轮压紧或上抬 3.调整鼻梁嘴角度 4.调整布卷 |
|
| 11 | 鼻梁条不直 |
1.鼻梁线入口端没拉直 2.鼻梁线偏硬,在料卷里已弯曲 3.鼻梁线中铁芯质量差,偏硬或偏粗,滚压后容易弯曲变形 |
1.调整料架上鼻梁条卷料的自锁轮位置 往下,或增加自锁轮配重,拉直鼻梁 线 2.更换鼻梁条物料 |
|
| 12 | 本体机最后压轮调节 | 压太松或太紧会导致料飘,或者口罩变形 | 调整后压轮至压紧到水平飞出即可 | |
……不断更新中




{kind=link}